Литье

Жаропрочное литье
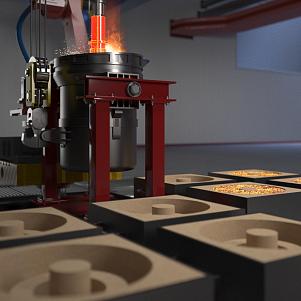
Жаропрочное литье — особый производственный процесс, результатом которого является получение жаростойких, а также жаропрочных отливок и различных элементов из металла.
Жаростойкое литье отличается от обычного применением сталей и чугуна определенных марок, а именно с добавлением — никеля, хрома, вольфрама, молибдена, а также кобальта.
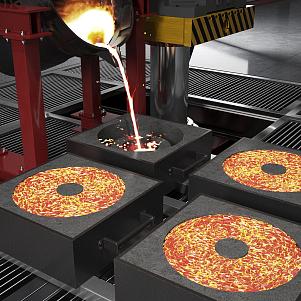
Готовые отливки предназначены в первую очередь для эксплуатации в условиях перманентного воздействия высоких температур (речь идет о значениях свыше 1000°С ), кроме того они устойчивы к воздействию различных агрессивных сред.
Виды
Для создания описываемых отливок, как правило, используется несколько технологий литья металлов, к числу основных можно отнести:
- Литье в холодно-твердеющие смеси (имеет обозначение ХТС). ХТС относятся к числу особенных смесей, их отличительной чертой является тот факт, что после производства они не требуют нагрева, обусловлено это тем, что в их состав включены специальные отвердители (твердеют в течении 15 минут);
- Литье в песчано-глинистые формы (также носит название - литье в землю). Такой способ можно отнести к числу наиболее простых с точки зрения исполнения. Нередко им пользуются в таких областях, как — станкостроение, машиностроение, вагоностроение;
- Литьё по выплавляемым моделям (ЛВМ). Указанный метод дает возможность получать литье сложной формы, масса которого может начинаться от нескольких грамм до десятков килограмм;
- Метод литья по газифицируемым моделям (ЛГМ). Указанный тип литья задействуют для изготовления отливок из легированных сталей, а также устойчивых к износу углеродистых сталей.
Область применения
Рассматриваемый тип литья активно используют для изготовления: различных поддонов и корзин, жаропрочных плит, деталей термических печей и пр.
Нередко отливки, полученные из различных жаропрочных сплавов применяют для выполнения наладки сложных агрегатов для нужд таких ответственных областей, как авиастроение, а также турбиностроение.
Положительные свойства
Применение литья жаропрочных сплавов и сталей позволяет существенно увеличить надежность и срок службы различных механизмов, которые должны сохранять свою полную работоспособность при воздействии агрессивных сред, а также при высоких температурных режимах.
Рассматриваемые отливки позволяют сохранять высокие прочностные показатели изделия при экстремальных условиях эксплуатации, а также выдерживать резкий нагрев.
Для изготовления литья указанного типа применяют стали высоколегированных марок и сплавы, среди которых особенно выделить можно: 20Х25Н19С2Л; 35Х23Н7СЛ; 1Х14Н75Ю5ТЗЛ; 45Х25Н20Л; 12Х18Н12ИТЛ;15Х23Н18; Х18Н35 и тд.
Также нередко используются следующие варианты - 40Х24Н12СЛ, 12Х18Н9ТЛ, 30Х23Н7СЛ, 20Х25Н19С2Л, 12Х18Н12М3ТЛ, 35Х18Н24С2Л и др.
Цена на жаропрочное литье от нашей компании может быть предоставлена по запросу, за подробностями обращайтесь к менеджерам из отдела продаж. У наших клиентов есть возможность заказать литье от завода производителя, помощь в этом Вам с радостью окажут консультанты компании! Обращаем Ваше внимание на то, что вся наша продукция проходит необходимые испытания.


Жаропрочное литье сплавов и сталей на заказ
Жаропрочное литье – одно направ собственном цеху. Сфера применения выплавки весьма обширна. Способствует увеличению срока эксплуатации и прочности изделий, используемых экстремальных режимах температуры. Предназначена выплавка для изготовления технологического оснащения в технических устройствах. К таковому относятся:
- закалочные решетки;
- звеньевые ленты;
- круги;
- реторты;
- поддоны;
- корзины;
- подовые плиты;
- горелки;
- элементы закалочные и термопечи
- арматуры;
- фурнитура и т.д.
В целом благодаря отливке обеспечивается:
- сохранность характеристик при сильном нагревании;
- устойчивостьк предельным плюсовым и минусовым температурам без потери свойств;
- стойкость к варьированному нагреванию.
Заказать от завода производителя выплавку с применением разных методов
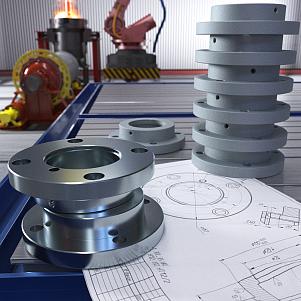
Наше предприятие разработает и выполнит жаропрочное литье по составленному техзаданию заказчиком либо по чертежу клиента, заказывающего продукцию. В нашем распоряжении современные производственные мощности, позволяющие выпускать качественные высокоточные выплавки. Выпускаем металлоизделия различной серийности: мелкой, серийной, единичной.
Мы осуществляем выплавку с применением различных технологий:
- ХТС – холодно-твердеющие смеси.
- В землю – песчано-глинистые формовки.
- ЛВМ – по моделям.
- ЛГМ – по газифицируемым моделям.
Для изготовления используем следующие сплавы:
- 20Х25Н19С2Л.
- 35Х23Н7С.
- Х18Н35.
- 45Х25Н20.
- 12Х18Н12ИТ.
- 15Х23Н18Л.
- 40Х24Н12СЛ.
- 12Х18Н9ТЛ.
- 30Х23Н7СЛ.
- 20Х25Н19С2Л.
- 12Х18Н12М3ТЛ.
- 35Х18Н24С2Л и пр.
Выпускаемая нами металлургическая продукция изготавливается строго согласно действующим государственным стандартам, с добавлением таких присадок, как хром, никель, вольфрам, молибден и кобальт. Полностью соответствует чертежу, указанному в техническом задании. Каждое изделие тщательно проверяется в лаборатории на соответствие ГОСТ на содержание химического состава, микроструктуру и механические качества. По желанию заказчика выплавка может быть осуществлена с добавлением присадок.
Предлагаем возможность заказать сопутствующие услуг
Наше предприятие оказывает услуги по выбору материалов для изготовления отливок и технологии получения готового изделия, ориентируясь на потребности и возможности заказчика нашей продукции. У нас можно заказать разработку оптимальных конструкторских решений производства оснастки для термообработки согласно требуемой загрузки производственных линий. Предлагаем несколько оптимальных вариантов, что обеспечивает возможность выбрать подходящий.
Если у вас остались вопросы, их можно задать менеджеру по телефону или онлайн-консультанту. Цена жаропрочного литься формируется индивидуально. Зависит от выбранного изделия (ее размеров), материала изготовления и объема заказываемой партии. Также от применяемой технологии выплавки. Узнать стоимость можно, заполнив онлайн-форму заявки (доступна в описании каждой товарной позиции). Контакты для связи указаны на нашем сайте. Доставка звказанных отливок возможна по всей территории РФ и странам СНГ. Оптовым и постоянным клиентам мы предлагаем индивидуальные условия сотрудничества.


Изготовление отливок из чугуна
Литье – технология производства отливок методом заполнения специальных форм расплавленным металлом (чугуном). Изготовление отливок чугунных производится методом литья в ХТС можно заказать в нашей металлургической компании. Мы принимаем чертежи и эскизы заказчиков, чтобы воспроизвести необходимую деталь с высокой точности. Обязательно согласовываем с клиентами даже мелкие детали и перед началом работ показываем то, что изготовим.
У нас можно заказать изготовление отливок из чугуна:
- серого;
- термостойкого;
- высокой прочности;
- высокохромистого;
- легированного;
- антифрикционного.
Технические характеристики отливок
- Минимальный и максимальный вес: от 2 до 1000 кг.
- Максимальная толщина стенки: 5мм.
- ГОСТы, точность размеров: ЛТ6-Лт7 ОСТ 1.41154-86 либо кл. точности 9 по ГОСТ 26645-85.
Какое литье можно заказать
- В кокиль.
- В песчано-глинистые формы.
- По выплавляемым моделям.
- Под прессованием.
- В песчаные формовки.
- По газифицируемым моделям.
Этапы работ по литью чугуна
- Создание макета изделия.
- Создание формы для отливки.
- Расплавка слитков.
- Разлив горячего металла в формовки.
- Финишная обработка.
Цена литья из чугуна: что влияет на формирование цены
Стоимость отливки чугуна зависит от:
- марки металла;
- параметров изделия;
- объема необходимой металлопродукции.
Как заказать отливку из чугуна от производителя?
Сделать заказ не составит сложности. Для этого можно позвонить по телефону, указанному на сайте, написать нам на электронную почту или оформив на сайте форму онлайн-заявки. Каждый заказ с клиентом мы обсуждаем индивидуально. Возможно индивидуальные условия сотрудничества. Доставку осуществляем по всем городам и регионам России. Возможен опт и розница (оптовая закупка выгоднее по цене). По вопросам сотрудничества звоните нашему менеджеру.


Прочные, легкие и долговечные сплавы из алюминия востребованы в пищевой и химической отрасли, приборостроении. Современные технологии позволяют получать детали сложных форм с высокой точностью, в короткие сроки и с минимальными трудовыми затратами. Заказать услугу литья алюминия и его сплавов по выгодной цене можно на нашем сайте.
Типы алюминиевых сплавов
Сплав может состоять из двух и более основных элементов. Химический состав определяется нормами ГОСТ 11069-2001, ГОСТ 1583-93. Наиболее распространенными являются соединения алюминия с:
- медью (АМ5);
- кремнием (АК7, АК12);
- магнием (АМг6л, АМг7) ;
- цинком;
- хромом;
- марганцем.
В сплавах также участвуют редкие металлы – титан, бор, ванадий, литий, бериллий. Легирующие добавки улучшают эксплуатационные характеристики исходного сырья, сообщая ему:
- антикоррозийную защиту;
- высокую прочность и текучесть;
- хорошую обрабатываемость.
Легирование железом и никелем улучшает жаропрочные свойства полученного сплава.
Основные виды литья
Технология получения продукта выбирается в зависимости от формы изделий и предполагаемых условий эксплуатации.
Для простых обтекаемых линий используется кокиль – многоразовая форма для заливки. Это позволяет быстро получить заготовки для массового производства.
Более сложные конфигурации требуют другой технологии – литья под давлением. Расплав заливается в форму и удерживается при помощи поршня. Высокая скорость процесса обеспечивает:
- точное повторение геометрии изделия;
- отсутствие усадки;
- высокое качество поверхности (с показателем шероховатости Ra от 40 до 100 мкм, что соответствует требованиям ГОСТ 2789-73 и классом точности от 4 до 11 по нормам ГОСТ Р 53464-2009).
Технология литья под давлением позволяет получить алюминиевые отливки с тонкими стенками (от 2 до 6 мм). Масса заготовок составляет от 1 до 200 кг.
Для очищения сплава его продувают инертными газами и обрабатывают специальными флюсами. Процесс полностью автоматизирован, что исключает погрешности и обеспечивает высокую точность изготовления.


Технология литья в жидкие самотвердеющие смеси (ЖСС) от ГК «МеталлЭнергоХолдинг»
Литье в жидкие самотвердеющие смеси (ЖСС) — способ обработки металла, позволяющий выпускать детали разной формы. Представляет собой создание отливок с применением текучих самозатвердевающих масс. Среди достоинств метода — высокая точность, возможность выбора подходящего состава (в зависимости от требований технологического процесса), экономия времени и снижение себестоимости литейного производства.
Особенности литья в жидкие самотвердеющие смеси (ЖСС)
Имея ряд функциональных преимуществ, разливка металла в литейные формы из ЖСС:
- Позволяет изготавливать элементы с точными размерами.
- Подходит для выпуска деталей сложной конфигурации, которые невозможно получить другими способами. Дизайнерам данная технология предоставляет множество перспектив при проектировании оборудования.
- Сокращает время на производство — отливка не требует дополнительной обработки. При этом методика отличается высокой производительностью, помогает эффективно расходовать материалы.
Не менее важен широкий выбор сырья — используется сталь, алюминий и другие сплавы. Есть возможность подбора оптимально подходящего состава для изготовления детали, соответствующей требованиям заказчика. В литейном производстве также применяются разнообразные способы разливки металла. Литье в жидкие самотвердеющие смеси (ЖСС) предполагает использование твердеющих масс, выбор которых зависит от особенностей конкретного технологического процесса.
Характеристики жидкоподвижных самотвердеющих формовочных смесей для литья деталей
| Параметр | Значение | ||
| крупные отливки, вес до 5 т | самые крупные и тяжелые, вес от 5 т | выполненные из легированной стали | |
| Связующие компоненты | жидкое стекло 7,5 % | ЛСТ 0,75—3 % | глина 2,5 % |
| Огнеупорные материалы | хромомагнезит 100 % | хромистый железняк 100 % | цирконовый песок 100 % |
| Влажность | 5—6 % | 5—6 % | 3—5 % |
| Газопроницаемость | 50—70 % | — | 40—130 % |
| Предел прочности | 19—29 кПа | — | 29—43 кПа |
Применение литейного производства с использованием ЖСС
Технологический процесс литья в жидкие самотвердеющие смеси (ЖСС) важен не менее, чем получение цемента, переработка нефти или выпуск металлопроката. Этот метод используется в различных отраслях промышленности для изготовления отливок сложной формы, деталей машин и приборов. Он позволяет получить элементы с точными размерами, высокой чистотой поверхности и хорошей плотностью. Также литье в твердеющие формовочные смеси востребовано при создании прототипов перед запуском массового производства оборудования.
Заказать литье в жидкие самотвердеющие смеси (ЖСС) по выгодной цене
Для получения хорошего результата важен выбор надежной компании. В ГК «МеталлЭнергоХолдинг» можно заказать услугу литья в жидкие самотвердеющие смеси (ЖСС) на привлекательных условиях. Мы гарантируем высокое качество работ и оптимальную цену — наши специалисты обладают большим профессиональным опытом и выполняют заказы любой сложности. Чтобы получить дополнительную консультацию и оформить заявку, позвоните нашим менеджерам по телефону +7 (861) 203-51-53 или напишите на электронную почту krasnodar@z-metalloprokat.ru.


Услуга литья в керамические формы от ГК «МеталлЭнергоХолдинг»
Литье в керамические формы позволяет получить деталь нужного размера и конфигурации. Методика применяется для получения точных отливок из черных и цветных сплавов. Может выполняться двумя способами: шоу-процесс и уникаст-процесс.
Особенности литья в керамические формы
Технология литья предполагает применение разъемной формы из керамики, которая изготавливается по предоставленной заказчиком модели. Она формируется из суспензии, состоящей из огнеупорного материала и жидкого связующего. Отвердевание обеспечивается гелеобразующим агентом. Жидкая смесь обладает высокой текучестью, пластичностью, благодаря чему повторяет все мельчайшие детали образца и гарантирует отличное качество будущей заготовки.

Жидкость заливают в модельную оснастку, где она полностью отвердевает. Затвердевшую форму снимают, разделяют на две полуформы и соединяют стержнями. Затем происходит непосредственно литье в керамические формы — заполнение полости расплавленным металлом и охлаждение. Полученная отливка отбивается, подвергается чистке и обработке.
Преимущества разливки металла в литейные формы из керамики:
- стабильное качество заготовок,
- ускорение цикла производства,
- низкая зольность отливок,
- возможность серийного выпуска,
- работа с различными сплавами,
- высокая детализация.
Характеристики технологического процесса литья металла в керамические формы
| Параметр | Значение |
| Вид форм | полупостоянные |
| Количество циклов использования | без ограничений |
| Масса отливок | от 0,5 кг до 15 т |
| Металлы для отливки | черные, цветные |
| Тип форм | разъемные |
Применение керамических форм для производства металлических отливок:
- для штампов,
- пресс-форм,
- кокилей,
- компонентов оборудования,
- вставок,
- элементов модельной оснастки.
Заказать литье в керамические формы по выгодной цене
ГК «МеталлЭнергоХолдинг» выполняет литье в керамические формы по привлекательной цене. Принимаем заказы на изготовление партий любого объема, а также на регулярные поставки литых металлических заготовок.
Получить консультацию и заказать услугу можно по телефону +7 (861) 203-51-53 или электронной почте krasnodar@z-metalloprokat.ru — наши специалисты ответят на возникшие вопросы, рассчитают точную стоимость и помогут оформить доставку в пределах России и СНГ. Литые детали производятся в строгом соответствии с ТЗ заказчика, предоставляются все необходимые документы.


Услуга литья в оболочковые формы на заводе ГК «МеталлЭнергоХолдинг»
Литейное производство применяется для выпуска широкого ассортимента металлических заготовок, востребованных во всех сферах промышленности. ГК «МеталлЭнергоХолдинг» предлагает услугу литья в оболочковые формы — у нас вы можете заказать изготовление нужных деталей из стали, чугуна и других металлов, оформить заявку на серийное или штучное производство любой сложности.
Особенности литья в оболочковые формы
Литье в оболочковые формы происходит с применением разъемной конструкции, состоящей из двух песчано-смоляных оболочек. В состав смеси для производства полуформ входят особые термореактивные смолы, полностью отвердевающие при высокотемпературном воздействии. Сначала смолу разогревают до 140—160 °C, при этой температуре она превращается в жидкую клейкую массу, которая обволакивает форму из кварцевого песка. Затем оболочку нагревают до 200—250 °C, в таких условиях она полностью твердеет.

Преимущества литья в оболочковую форму:
- высокая точность изготовления;
- гладкая поверхность получаемых отливок (дополнительная обработка не требуется);
- отличная производительность;
- эффективное использование формовочных материалов;
- снижение расхода металла за счет уменьшения литниковых каналов;
- максимальная механизация процесса, снижающая стоимость работ.
Характеристики деталей, изготовленных способом оболочкового литья
| Параметр | Значение |
| Температура расплава | от 600 °C |
| Класс точности отливки | 7—9 |
| Шероховатость поверхности | 0,3—0,4 мкм |
| Литьевые материалы | чугун, алюминий, медь, сплавы цветных металлов |
| Масса отливок | до 100 кг |
Применение оболочковых (корковых) форм в литейном производстве:
- выпуск деталей сельскохозяйственной техники;
- изготовление вентилей, компонентов двигателей, насосов, станков;
- отливка элементов бытовых приборов и различных устройств.
Заказать литье в оболочковые формы по выгодной цене
На официальном сайте ГК «МеталлЭнергоХолдинг» вы можете заказать литье в оболочковые формы по собственным чертежам и моделям. Стоимость услуги и цена каждой заготовки рассчитывается индивидуально — учитывается сложность работ и объем партии. Уточнить детали и оформить заказ можно, связавшись с менеджерами компании по телефону +7 (861) 203-51-53 или электронной почте krasnodar@z-metalloprokat.ru.
Для постоянных и оптовых клиентов действуют скидки и возможность отсрочки платежа. Также вы всегда можете воспользоваться безопасной доставкой грузов по России и СНГ.

Особенности литья в песчаные формы (ПГС) на заводе ГК «МеталлЭнергоХолдинг»
По традиционной технологии металлический расплав заливается в разовую разъемную матрицу, изготовленную из формовочной многокомпонентной и плотно утрамбованной смеси с помощью модельных комплектов, которые используются многократно. Залитый в форму металл затвердевает и охлаждается, затем отливка извлекается и подвергается очистке.
Преимуществами литья в песчаные формы (ПГС) являются быстрота, эффективность и универсальность. Возможно получение заготовок из разных металлов и любого габарита. Важное значение имеет экологичность производства — более 90 % отработанной смеси снова возвращается в оборот, а ее состав практически не содержит химических веществ.
Технология литья в песчаные формы (ПГС)
Литье в песчаные формы (ПГС) требует выполнения определенной последовательности операций. В первую очередь наши специалисты разрабатывают форму для литья, выполняют чертежи, создают натурную модель и оснастку (штыри, опоки, крепежные приспособления). В зависимости от параметров заготовки и марки сплава могут применяться сырые или сухие опалубки. Для вывода газов из полости устанавливаются выпоры.
Этапы разливки металла «в землю»:
- Изготовление стержней из формовочной массы.
- Сборка конструкции модели и установка стержней.
- Подготовка опоки — жесткой металлической рамки для удержания смеси, придания форме повышенной прочности и сопротивления давлению расплава.
- Заливка расплавленного металла в полость, затвердевание и охлаждение.
- Отбивка заготовки и очистка от остатков песка.
- Обработка поверхности.
В состав смеси для литья в песчаные формы (ПГС) обязательно входит глина. Она используется в качестве связующего компонента и добавки, придает литейной смеси необходимые эксплуатационные свойства.

Масса изготавливается в катковых или вихревых смесителях, что обеспечивает прочность будущей модели. Затем она уплотняется на формовочных машинах путем встряхивания за несколько повторяющихся циклов прессования или с применением импульса сжатого воздуха. На фактуру поверхности отлитых деталей влияет плотность набивки смеси, величина ее зерен и шероховатость стенок литейной формы.
Состав песчано-глинистых формовочных смесей для изготовления отливок
| Компонент | Влияние на состав |
| Кварцевый песок (основа) | придает термостойкость и огнеупорность до 1700 °C |
| Глина | частицы набухают в воде и связывают зерна кварца, образуют пластичную структуру высокой прочности |
| Крахмалсодержащие добавки | повышают пластичность смеси и улучшают качество отпечатка формы |
| Противопригарные компоненты (уголь, битум, каменноугольная пыль) | не допускают пригара, улучшают качество поверхности отливки |
| Упрочняющие добавки | увеличивают прочность формы |
Заказать литье в песчаные формы (ПГС) по выгодной цене
ГК «МеталлЭнергоХолдинг» предлагает клиентам изготовление металлических отливок любого размера и конфигурации традиционным бюджетным способом. В нашей компании можно заказать услугу литья в песчаные формы (ПГС) по лучшей цене. Стоимость работ зависит от габаритов и количества заготовок, марки используемого металла. На предприятии серийно, массово и по индивидуальным заказам производятся чугунные, стальные, медные, латунные детали весом от нескольких грамм до десятков тонн.
Оформите заявку по телефону +7 (861) 203-51-53, электронной почте krasnodar@z-metalloprokat.ru или через удобную онлайн-форму на сайте. Выполним заказ любой сложности и объема в короткие сроки.

Процесс литья в формы с наружным отверждением в ГК «МеталлЭнергоХолдинг»
Литье в формы с наружным отверждением — это популярный способ производства литых металлических деталей, комплектующих и заготовок. Расплав заливают в открытые опоки, он затвердевает и кристаллизуется. Готовые отливки снимают с основания и подвергают дальнейшей обработке. Основные технологические параметры регламентируются ГОСТ Р 53464-2009.
Особенности литья в формы с наружным отверждением
Матрицы для литья бывают одноразовыми песчаными и многоразовыми металлическими. Внутри полостей находятся газоотводные каналы. Эвакуация продуктов распада предотвращает образование пустот и других дефектов. В открытые опоки заливают чугун, сталь, цветные сплавы.

Литье в формы с наружным отверждением подходит для единичного, массового и серийного производства отливок со сложной геометрией. Минимальная толщина стенок деталей равна 3—5 мм, максимальная — 100 мм. Масса заготовок варьируется от нескольких граммов до сотен килограммов.
Среди преимуществ литья металла в форму с наружным отверждением выделяют:
- высокую повторяемость,
- экономичность,
- универсальность.
Этапы литейного производства с использованием форм с наружным отверждением
| Стадия | Описание |
| Изготовление опок | Из металла, песчаных смесей формируют полостные конструкции. Размеры лакун точно соответствуют геометрии заготовок. |
| Подготовка | Формы размещают на рабочей поверхности. Твердые ингредиенты нагревают до жидкого состояния. |
| Заливка | Оператор заполняет приемники расплавленной шихтой. |
| Охлаждение и извлечение | Жидкий металл постепенно твердеет. После кристаллизации отливки аккуратно извлекают из полостей и очищают. |
Заказать литье в формы с наружным отверждением по выгодной цене
ГК «МеталлЭнергоХолдинг» предлагает заказать литье в формы с наружным отверждением по привлекательной цене. Наши специалисты имеют большой профессиональный опыт и изготовят детали любой сложности. Гарантируем высокое качество оказываемых услуг, предоставляем все необходимые документы и сертификаты. Оформить заказ можно по телефону +7 (861) 203-51-53, электронной почте krasnodar@z-metalloprokat.ru или через форму обратной связи на сайте.


Метод литья в холоднотвердеющие смеси (ХТС) на заводе ГК «МеталлЭнергоХолдинг»
Литье в холоднотвердеющие смеси (ХТС) — один из популярных методов изготовления отливок, не требующий нагревания форм в сушильных печах. Востребован для индивидуального и серийного производства. Полученные таким способом заготовки имеют точные размеры и гладкую поверхность, не требуют доработки.
Технология литья в холоднотвердеющие смеси (ХТС)
Процесс литья в холоднотвердеющие смеси (ХТС) состоит из двух этапов: подготовки формы и последующего производства отливки. Оснастка изготавливается без высокотемпературного воздействия — приобретение твердости, прочности и необходимой конфигурации происходит на воздухе или вследствие обработки газовыми реагентами при комнатной температуре. Срок самостоятельного затвердевания составляет в среднем 10—15 минут. Основными составляющими являются кварцевый песок, искусственные или натуральные смолы, катализатор. Дополнительно используют регуляторы скорости отверждения и другие ингредиенты.
Для соединения компонентов применяются смесители с лопастями или шнеком, имеющие высокую производительность работы. Приготовление ХТС занимает минимум времени, поэтому установка находится в производственной зоне. В устройство для смешивания вводят песок, катализатор и смолы. Жидкое состояние смеси сохраняется в течение 30 минут, поэтому формовка производится максимально быстро. Состав из смесителя поступает сразу в стержневые ящики, где затвердевает. Полученная таким образом форма заполняется расплавленным металлом. После остывания отливка извлекается из оснастки, очищается и при необходимости подвергается механической обработке.
Виды холодно-твердеющих смесей для производства литейных форм
| Параметр | Значение |
| По способу отверждения | продуваемые реагентами и содержащие катализаторы |
| По типу связующего вещества | неорганические, органические, смешанные |
| В зависимости от физических свойств | жидкие, сыпучие, пластичные |
| Скорость отверждения | от 5 секунд до 45 минут |
| Минимальные припуски заготовок | от 1 до 2 мм |
Преимущества изготовления отливок с помощью ХТС-формовки
Разливка металла в холоднотвердеющие смеси отличается рядом преимуществ:
- высокой прочностью полученных заготовок,
- качеством и точностью размеров,
- отсутствием дефектов,
- снижением энергозатрат,
- минимальным количеством вредных выбросов.
Литье в холоднотвердеющие смеси (ХТС) дает возможность производить сложные формы, в которых необходимо создать углубления. Готовые детали отличаются высоким качеством, максимальной точностью и чистотой поверхности. Малые припуски 1—3 мм обеспечивают незначительное количество отходов, что делает данный метод экономичным.
Применение ХТС-процесса в литейном производстве
Технология является эффективной альтернативой для дорогостоящих металлов, которые сложно поддаются обработке. Литье в холоднотвердеющие смеси (ХТС) используется в отношении различных марок стали, алюминия, меди, легированного чугуна. Методика позволяет создавать высококачественные отливки без необходимости последующей доработки, что делает ее востребованной при изготовлении крупных и сложных деталей в машиностроении, энергетической, авиационной и автомобильной промышленности.
Заказать литье в холоднотвердеющие смеси (ХТС) по выгодной цене
ГК «МеталлЭнергоХолдинг» предлагает заказать услугу литья в холоднотвердеющие смеси (ХТС). Цена зависит от сложности заготовок и объема работ. Осуществляем штучное и серийное производство строго в соответствии с ТЗ заказчика, гарантируем высокое качество оказываемых услуг и соблюдение сроков. Для оформления заказа оставьте заявку по телефону +7 (861) 203-51-53, электронной почте krasnodar@z-metalloprokat.ru или через форму обратной связи на официальном сайте.


Технология литья в шаблонные формы от ГК «МеталлЭнергоХолдинг»
Литье в шаблонные формы представляет собой заливку расплавленного до жидкого состояния металла в подготовленную оснастку. Литейная форма изготавливается с помощью эталонного образца (шаблона), процесс полностью автоматизирован, что позволяет уменьшить трудозатраты и сократить процент брака.
Особенности литья в шаблонные формы
Преимущества изготовления отливок по шаблону:
- высокая эффективность;
- точность и повторяемость размеров;
- получение деталей сложной конфигурации;
- использование различных металлов;
- гладкая поверхность полученных заготовок, не требующая дополнительной обработки;
- возможность крупносерийного производства;
- сокращение затрат на выпуск.
Заливка металла осуществляется в специальную шаблонную оснастку, которая являются оттиском будущих деталей. Она изготавливается из огнеупорных материалов, благодаря чему подходит для многократного применения. Литье в шаблонные формы происходит по принципу протягивания или вращения матрицы — расплавленный металл под действием силы тяжести заполняет полость, повторяя ее рельеф.

Характеристики литейного процесса с использованием формовки по шаблону
| Параметр | Значение |
| Формовочная смесь | шамот, алебастр, цемент |
| Используемые сплавы | чугун, стали, цветные металлы |
| Вид формы | для многократного применения |
| Способ производства | автоматический |
Применение литья металла в шаблонные литейные формы
Данный метод позволяет производить широкий ассортимент продукции для автомобильной, легкой промышленности, машиностроения, энергетической отрасли. Способом литья в формы изготавливают компоненты бытовой техники, запчасти и узлы для автомобилей, детали оборудования различного назначения, турбины и теплообменники.
Заказать литье в шаблонные формы по выгодной цене
В ГК «МеталлЭнергоХолдинг» вы можете заказать услугу литья в шаблонные формы по привлекательной цене. Наши специалисты имеют богатый профессиональный опыт, качественно изготовят партию любой сложности строго в соответствии с ТЗ. Возможно как штучное, так и массовое, серийное производство. Стоимость каждого заказа менеджеры компании рассчитывают индивидуально. Связаться с представителем можно по телефону +7 (861) 203-51-53, электронной почте krasnodar@z-metalloprokat.ru или заполнив онлайн-форму на сайте.


Технология литья по легко выплавляемым моделям (ЛВМ) на заводе-изготовителе ГК «МеталлЭнергоХолдинг»
Литье по легко выплавляемым моделям (ЛВМ) — проверенный временем эффективный способ отливки разнообразных элементов. На сегодняшний день методика сохраняет свою актуальность и продолжает применяться при изготовлении металлических деталей, частей оборудования, производство которых недостижимо другими видами литья. Метод востребован при решении задач, требующих высокой детализации, или при необходимости получения отливок сложной конфигурации.
Технологический процесс предполагает использование разовой оболочки из различных материалов, которая формируется вокруг образца из воска. Предварительная модель плавится, а в образовавшуюся полость заливается металл. Полученная заготовка застывает, охлаждается, извлекается из формы и при необходимости отправляется на обработку.
Процесс литья по легко выплавляемым моделям (ЛВМ)
Этапы литьевого производства по выплавляемым моделям:
- Изготовление образца строго в соответствии с требованиями проекта.
- Установка полученной модели в литейную смесь.
- Подготовка огнестойкой оснастки.
- Изъятие прототипа (плавление).
- Нагрев металлического сплава и заливка в подготовленную форму.
- Удаление оболочки и литниковых каналов.
- При необходимости выполнение чистки и обработки.
Соблюдение установленного алгоритма обеспечивает деталям ряд положительных свойств. При этом точный план мероприятий составляется в индивидуальном порядке.

Литье по легко выплавляемым моделям (ЛВМ) отличается универсальностью — принято считать, что методика используется только для производства небольших элементов, но существует оборудование и для заготовок весом до 400 кг. Высокая детализация форм помогает избежать брака или других ошибок во время изготовления отливок, что заметно снижает себестоимость работ.
Параметры точности литья металлов методом ЛВМ
| Сплавы | Класс точности |
| Нетермообрабатываемые | 5—10 т |
| Термообратываемые чугунные и тугоплавкие | 5—11 т |
| Термообрабатываемые | 6—11 т |
Применение отливок, изготовленных по выплавляемым моделям:
- в черной металлургии,
- строительстве,
- горнодобывающей сфере,
- машиностроении,
- оборонном производстве,
- энергетике.
Заказать литье по легко выплавляемым моделям (ЛВМ) по выгодной цене
Заказать услугу литья по легко выплавляемым моделям (ЛВМ) можно в ГК «МеталлЭнергоХолдинг». Мы выполняем штучное и серийное производство деталей по оптимальной цене. Для постоянных и оптовых клиентов действуют дополнительные скидки и возможность отсрочки платежа. Получить первичную консультацию и оформить заявку можно по телефону +7 (861) 203-51-53 или электронной почте krasnodar@z-metalloprokat.ru. Также на сайте всегда доступна форма обратной связи.


Особенности литья по легко газифицируемым моделям (ЛГМ) на заводе ГК «МеталлЭнергоХолдинг»
Получение металлических деталей и заготовок с помощью литья считается одним из древнейших видов металлообработки — как правило, традиционно применялся способ заливки расплавленного металла в песчаные или другие формы, обладающий универсальностью, но достаточно низкой точностью. Развитие технологий привело к модификации методов литейного производства и обеспечило возможность создания более точных и совершенных отливок с использованием в качестве исходного сырья практически всех цветных и черных металлов. Литье по легко газифицируемым моделям (ЛГМ), заказать которое можно в нашей компании — один из современных и эффективных способов получения деталей и узлов любой конфигурации, основанный на выплавлении (газификации) предварительно установленной в форме модели.
Процесс литья по легко газифицируемым моделям (ЛГМ)
Литье по газифицируемым моделям (ЛГМ) технологически схоже с отливкой по выплавляемым моделям (ЛВМ), однако вместо пластичного воска или стеарина используется образец из вспененного полистирола (пенопласта). Поскольку пенополистирол испаряется при контакте с любыми расплавленными металлами, способ является универсальным — нет необходимости перенастраивать производство под другие температурные режимы.

Этапы литья по технологии ЛГМ:
- Разрабатывается и изготавливается модель из вспененного полистирола в автоклавах или специальных модельных автоматах.
- Образец покрывается антипригарным составом и засыпается кварцевым песком.
- Расплавленный металл заливается в форму.
- Модель под воздействием высокой температуры расплавляется (газифицируется), а металл заполняет образовавшиеся пустоты.
- Отливка охлаждается, извлекается из формы, очищается от остатков антипригарного состава, при необходимости подвергается термообработке.
Характеристики литейного производства с использованием газифицируемых моделей
| Параметр | Значение |
| Нормативный документ | ГОСТ 977-88 |
| Материал модели | пенополистирол |
| Используемые металлы | все марки стали и чугуна, медь, алюминий и сплавы на их основе |
| Форма отливки | без ограничений |
Преимущества литья металла методом ЛГМ:
- Готовые отливки отличаются высокой точностью, практически не требуют доводки.
- Подходит для любых сталей, чугуна и цветных сплавов.
- Предельно простая технология формовки опоки с применением исключительно кварцевого песка.
- Возможность вторичного использования формовочной смеси (оборот до 97 %).
- Производство деталей любой сложности.
Заказать литье по легко газифицируемым моделям (ЛГМ) по выгодной цене
ООО ГК «МеталлЭнергоХолдинг» предоставляет партнерам широкий спектр услуг по металлообработке, в том числе литье по легко газифицируемым моделям (ЛГМ). Заказать изготовление отливок по оптимальной цене можно через онлайн-форму на сайте компании, по телефону +7 (861) 203-51-53 или электронной почте krasnodar@z-metalloprokat.ru.

Услуга литья по чертежам заказчика от ГК «МеталлЭнергоХолдинг»
Литье по чертежам заказчика помогает изготовить деталь с точными измерительными данными, формой и функциональным особенностями, которые требуются клиенту. Производство отливок возможно из разных типов стали, начиная от конструкционной и низколегированной, заканчивая жаропрочной. Металлообработке также поддается чугун, бронза и алюминий.
Особенности литья по чертежам заказчика
Преимущества производства литых деталей под заказ:
- повышенная прочность получаемых заготовок,
- презентабельный внешний вид поверхности,
- стойкость отливки к механическим нагрузкам,
- возможность выпуска элементов весом до 400 кг,
- высокое качество и точность.
С применением литья по чертежам заказчика можно изготовить широкий ряд металлических деталей в соответствии с требованиями клиента. Данным методом производятся приборы, спецтехника, якорное оборудование и такие приспособления, как наконечники на сваи, корпуса насосов, и многое другое. К тому же, литые элементы не нуждаются в дополнительной обработке перед выпуском в продажу и могут покрываться защитными антикоррозийными составами (цинк, полимеры) в зависимости от пожеланий заказчика.
Технология изготовления отливок на заказ
Литье по чертежам заказчика начинается с проведения точного расчета параметров будущей детали по проверенной методике. После подбирается оптимальный способ литья — электрошлаковое, вакуумное, непрерывное, центробежное и другие. Далее выбирают оснастку — самой простой в эксплуатации считается песчаная форма, но она требует последующей обработки полученного элемента. Аналогично происходит заливка в кокиль с выравниванием заготовки специальным штырем.

Для изготовления деталей толщиной стенки до 15 мм и весом до 300 кг подходит литье в оболочковые формы. Химическая чистота металла возможна при использовании электрошлакового метода. Если требуется изготовить втулки и роторы для техники, то применяется центробежный способ.
Характеристики литейного производства по чертежам заказчика
| Параметр | Значение |
| Метод | подбирается индивидуально в зависимости от требований конкретного проекта |
| Стоимость | по договоренности |
| Лицензия | + |
| Производство | Россия |
Применение литья металла по чертежу заказчика
Литье по чертежам заказчика позволяет изготовить детали сложной формы, которые могут использоваться в машиностроении, судостроении, авиационном производстве, медицинской сфере. Требуются литые заготовки при моделировании приусадебных участков, жилых помещений, административных зданий. Необходимы в большом количестве при сборке мебели и различных металлоконструкций.
Заказать литье по чертежам заказчика по выгодной цене
Заказать услугу литья по чертежам заказчика можно в компании ГК «МеталлЭнергоХолдинг». Производство осуществляется как в оптовом, так и розничном объеме. Вы можете быть уверены в качестве — к изготовленным отливкам прилагаются все необходимые документы, сертификаты и гарантия.
Оформить заявку можно телефону +7 (861) 203-51-53, электронной почте krasnodar@z-metalloprokat.ru или через удобную онлайн-форму на сайте. Специалист свяжется с вами в считанные минуты — ответит на возникшие вопросы и рассчитает окончательную цену в зависимости от марки сплава, сложности работ и наличия дополнительной обработки.


Особенности литья под давлением от ГК «МеталлЭнергоХолдинг»
Литье под давлением позволяет получать отливки высокой точности и сложности — жидкий расплав заполняет весь мельчайший рельеф формы, точно повторяя ее поверхность. Данная технология помогает наладить массовый выпуск металлических деталей из сплавов на основе цинка, латуни, меди, алюминия. Литейное производство осуществляется с применением автоматических промышленных установок, что дает возможность контролировать все этапы процесса.
Технология литья под давлением
Пресс-формы для литья под давлением производятся из жаропрочной инструментальной стали, оснастка обрабатывается разделительной смазкой. Подготовка проводится для того, чтобы готовая отливка легко отходила от формообразующей полости, не разрушая ее. Кроме того, смазочный состав защищает покрытие матрицы и гарантирует гладкую, ровную поверхность получаемой заготовки.
Две половинки формы смыкаются и фиксируются, чтобы выдержать давление расплава. После этого происходит заливка металла и прессование при помощи гидравлической и азотной аппаратуры. Процесс полностью автоматизирован, а излишки сырья, возвращенного в ванну по завершении литья, могут использоваться повторно в следующем цикле.

Скоростные режимы изготовления отливок под давлением:
- низкий,
- средний,
- высокий.
На низкой скорости отливают толстостенные детали, при среднем темпе в структуре металла могут образоваться пузырьки воздуха, которые необходимо удалять под давлением. При быстром литье жидкий расплав может приобрести пористую структуру, поэтому механическое напряжение повышают до 500 МПа.
Параметры технологического процесса литья металла под давлением
| Параметр | Значение |
| Сырье для литья | сплавы цветных металлов |
| Давление | от 7 до 700 МПа |
| Масса готовых отливок | от нескольких граммов до десятков килограммов |
| Температура расплава | свыше 900 °C |
| Качество поверхности | 5—8 класс чистоты |
| Производимые элементы |
|
Преимущества литейного производства под давлением:
- эффективность процесса;
- низкая пористость получаемой заготовки;
- рациональный расход сырья;
- отличное качество поверхности металла;
- высокая точность литья;
- сокращение технологических операций (не требуется дополнительная обработка отливок).
Заказать литье под давлением по выгодной цене
Заказать производство деталей методом литья под давлением можно в ГК «МеталлЭнергоХолдинг». Чтобы оформить заявку на услугу, свяжитесь с нашими представителями по телефону +7 (861) 203-51-53 или электронной почте krasnodar@z-metalloprokat.ru. Цена рассчитывается индивидуально, для постоянных и оптовых клиентов действуют скидки. Также вы можете воспользоваться сервисом доставки на любой объект в России и странах СНГ, которая осуществляется при посредничестве проверенных транспортных компаний.


Услуга литья с безопочной формовкой от ГК «МеталлЭнергоХолдинг»
Литье с безопочной формовкой — это высокоточная технология по производству отливок. Метод подходит для получения деталей из черных, цветных сплавов. Вместо опок используют плотную формовочную смесь; набивка может быть ручной или автоматизированной. В некоторых случаях наружные поверхности матриц защищают от повреждений металлическими кожухами, жакетами.
Особенности литья с безопочной формовкой
Преимущества изготовления отливок в формах без опок:
- высокая производительность,
- экономия на опочной оснастке,
- компактная организация литейного процесса.
Чтобы обеспечить точную геометрию полостей, для литья с безопочной формовкой используют качественные формовочные массы из высокоогнеупорных материалов. Основа состава — кварцевый песок и прочное бентонитовое связующее. Формы для мелких, средних чугунных заготовок отличаются высоким уровнем уплотнения.
Характеристики формовочной смеси для производства безопочных литейных форм
| Параметр | Значение |
| Прочность увлажненной массы на сжатие | 1,7—2,1 кг/см2 |
| Влажность | 3—3,5 % |
Технология литейного производства без опок
Литье с безопочной формовкой предполагает изготовление отливок без использования металлической опочной оснастки. При набивке смесей в основном обходятся без стержней. В процессе макетирования модульные плиты устанавливают на стол, наносят разделительное покрытие. Полости заполняют композитным составом. Засыпку прессуют, формируют вентиляционные каналы. Нижнюю и верхнюю части соединяют и цепляют литейные жакеты. В готовую матрицу заливают расплавленный металл.
 — заполнение формовочной камеры, б) — создание ряда форм из формовочных комов")
Одноразовые безопочные формы бывают двух видов — с вертикальными и горизонтальными разъемами. Вертикальные комплекты имеют модельные отпечатки спереди и сзади. В процессе их изготовления автомат выталкивает и объединяет две полуформы между собой. Горизонтальные модули также состоят из двух частей. Нижняя и верхняя половины формируются одновременно, складываются и подаются на конвейерную линию.
Применение безопочного литья деталей
В большинстве случаев литье с безопочной формовкой используется для крупносерийного производства комплектующих весом до 4 кг. Технология считается оптимальным вариантом для выпуска автомобильных компонентов. Она также востребована при изготовлении арматуры, посуды, корпусов замков.
Заказать литье с безопочной формовкой по выгодной цене
Чтобы заказать литье с безопочной формовкой в ГК «МеталлЭнергоХолдинг», отправьте заявку на электронную почту krasnodar@z-metalloprokat.ru или позвоните по телефону +7 (861) 203-51-53. Компетентные специалисты проконсультируют вас по ассортименту услуг и сформируют заказ с учетом требований проекта и сроков реализации. Для нас важен каждый клиент, поэтому мы предлагаем лучшие цены, а также дополнительные скидки на оптовые и регулярные поставки. Предоставляем все необходимые документы, сертификаты и гарантию.


Технология литья с вакуумно-пленочной формовкой от завода ГК «МеталлЭнергоХолдинг»
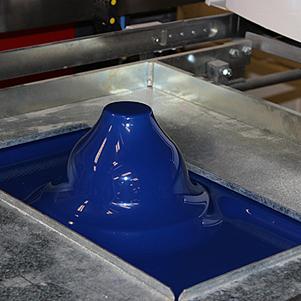
Литье с вакуумно-пленочной формовкой широко востребовано на металлургических производствах и предполагает использование многоразовой модельной оснастки и сухой песчаной смеси. При изготовлении не применяются вяжущие смолы — металл отливается в форму из песка, которая сохраняет свой рельеф в опоке за счет вакуума и полимерной пленки.
Особенности литья с вакуумно-пленочной формовкой
Литьевая форма изготавливается методом вакуумирования на специальной формовочной машине. Пленка из этиленвинилацетата помогает зафиксировать конфигурацию матрицы, а при заливке расплава выгорает и превращается в газ. Полученная литейная оснастка рассчитана на многократное использование — песчаное основание не разрушается из-за отсутствия прямого контакта металла с песком. Процесс литья с вакуумно-пленочной формовкой полностью автоматизирован, позволяет экономить ресурсы и обеспечивает высокую точность выпускаемых деталей.

Преимущества изготовления отливок с применением вакуум-пленочной формовки (ВПФ):
- прочная структура заливочной формы;
- возможность производства сложных и тонкостенных отливок;
- использование различных металлов;
- малый износ рабочей оснастки;
- отсутствие необходимости механической обработки поверхности деталей;
- заполняемость металлом на 30 % выше, чем при сырой формовке.
Характеристики литья в вакуумно-пленочные формы (V-процесс)
| Параметр | Значение | |
| Сырье | черные и цветные металлы | |
| Формовочная смесь | сухой кварцевый песок без связующего | |
| Пленка | состав | этиленвинилацетат (ЭВА) |
| толщина | 0,075 мм | |
| плотность | 940 кг/м3 | |
| Точность отливок | 2 класс | |
| Шероховатость | 100 мкм для стали, для других металлов RZ-70 и выше | |
| Уклон | до 0° | |
| Производимые детали | станины, корпуса насосов, элементы редукторов и оборудования высокого давления | |
Применение литейного производства с вакуумным формованием
Литье с вакуумно-пленочной формовкой используется при выпуске автомобильных компонентов. Например, с помощью этой технологии могут быть изготовлены детали двигателя — поршни, шатуны и коленчатые валы. Кроме того, метод востребован в аэрокосмической промышленности при создании таких элементов как крылья и фюзеляжи самолетов.
Заказать литье с вакуумно-пленочной формовкой по выгодной цене
В ГК «МеталлЭнергоХолдинг» вы можете заказать литье с вакуумно-пленочной формовкой по привлекательной цене. Оформить заявку на штучное или серийное производство литых деталей можно по телефону +7 (861) 203-51-53, электронной почте krasnodar@z-metalloprokat.ru или через форму обратной связи на сайте. Гарантируем высокое качество оказываемых услуг и осуществляем оперативную доставку на любой объект в России и странах СНГ.

Услуга литья с вакуумной формовкой от ГК «МеталлЭнергоХолдинг»
Литье с вакуумной формовкой — современный способ изготовления отливок из стали, алюминия и других металлов. Высокое качество поверхности и точность получаемых заготовок достигается благодаря заполнению опочного пространства вокруг образца песком и его максимальному уплотнению вакуумом. По степени детализации метод приближается к литью по выплавляемым моделям (ЛВМ). Он дает возможность получить высококачественные детали без пустот и искажений, не требующие дополнительной обработки.
Особенности литья с вакуумной формовкой
Технология литья с вакуумной формовкой позволяет выпускать отливки практически без уклонов и способствует рациональному расходованию металла. В процессе формования сыпучая песчаная смесь свободно обтекает шаблон без прилипания — в отличие от растворов со связующими веществами. С применением этого метода возможно получение детали с любой толщиной стенки, благодаря чему он стал широко востребован в различных отраслях промышленности и строительства.
Преимущества литья с вакуумированием формовочной смеси:
- максимально качественная поверхность получаемых отливок;
- широкий диапазон размеров заготовок;
- низкая стоимость матрицы и обслуживания оборудования;
- возможность изготовления деталей с тонкой стенкой;
- многократное использование формовочного песка, что снижает себестоимость производства;
- повышенная скорость выпуска в сравнении с традиционными способами;
- высокая степень воспроизводимости.
Технология изготовления отливок с методом вакуумного формования
Первым этапом литья с вакуумной формовкой является проектирование и подготовка оснастки. Вакуумирование песчаной формы — вид формообразования, основанный на физическом упрочнении формовочного состава под воздействием вакуума. Сила трения, возникающая между частицами песка при разряжении воздуха, обеспечивает высокую прочность и хорошую газопроницаемость литейной смеси, что положительно сказывается на точности получаемых деталей.

В оснастку заранее помещаются стержни и удаляются по завершении процедуры. Затем происходит соединение частей разъемной матрицы и внутрь нее заливается расплавленный металл, который впоследствии охлаждают и вынимают из основы.
Характеристики литейного производства с формовкой в вакууме
| Параметр | Значение |
| Формовочный материал | песчаная смесь (сухой кварцевый песок) |
| Подготовка смеси | просеивание, охлаждение и регенерация использованного песка |
| Оборудование | вакуумная система |
| Обрабатываемые металлы | все марки стали и другие сплавы |
| Уклон | до 0° |
| Длительность цикла | 10 мин |
| Стоимость | по договоренности |
Заказать литье с вакуумной формовкой по выгодной цене
ГК «МеталлЭнергоХолдинг» предлагает заказать литье с вакуумной формовкой на привлекательных условиях. Все процессы, начиная от изготовления формы и заканчивая обработкой отливок, осуществляются на собственных мощностях предприятия. Это позволяет нам установить лучшие цены на все предоставляемые услуги.
Оформить заказ можно, связавшись с представителями компании по телефону +7 (861) 203-51-53 или электронной почте krasnodar@z-metalloprokat.ru. Наши специалисты имеют большой профессиональный опыт, подберут наиболее подходящий метод и произведут максимально точное литье без брака. Сотрудничаем с оптовыми и розничными клиентами, осуществляем доставку по России и СНГ.


Процесс литья со стопочной формовкой в ГК «МеталлЭнергоХолдинг»
Литье со стопочной формовкой представляет собой технологию производства деталей с использованием специального метода монтажа литейной оснастки. Особенность заключается в установке форм, состоящих из двух полуопок, друг на друга в виде стопок. Верхняя часть опоки служит основанием для нижней опоки следующей заготовки. При этом каждая из них проливается через общую литниковую систему.
Особенности литья со стопочной формовкой
Преимущества изготовления отливок в стопочных литейных формах:
- рациональное размещение литников и экономия свободного пространства цеха,
- увеличение производительности работ,
- эффективное расходование ресурсов за счет сокращения количества производимых итераций,
- снижение шероховатости деталей.
Литье со стопочной формовкой востребовано для массового и мелкосерийного выпуска оборудования для всех блоков машиностроения, космической и строительной промышленности. Подходит для отливки конструктивных элементов из алюминиевых сплавов и чугуна.

Формовочные работы могут выполняться двумя способами. Этажная формовка предполагает, что опоки размещаются одна на другую в многоуровневую стопку. Ступенчатый метод представляет собой установку со смещением вышерасположенной формы на равное расстояние относительно нижерасположенной.
Виды плит для формовки в стопку
| Тип отпечатка модели | Особенности |
| Односторонний | Применяется для выпуска элементов простой конфигурации с формовкой на одной стороне. |
| Двусторонний | Подходит для деталей сложных форм. Отливка производится с использованием стержней. |
Заказать литье со стопочной формовкой по выгодной цене
Заказать услугу литья со стопочной формовкой можно на официальном сайте компании ГК «МеталлЭнергоХолдинг». Цена зависит от объема партии и сложности построения литниковой системы. Для уточнения подробностей и подтверждения заказа свяжитесь с нашими специалистами по телефону +7 (861) 203-51-53, электронной почте krasnodar@z-metalloprokat.ru или через форму обратной связи. Мы гарантируем высокое качество оказываемых услуг и соблюдение сроков реализации.


Литье стали – технологический процесс изготовления полуфабрикатов, приближенных или соответствующих оригиналу. Масса получаемых отливок – от 2 кг до 1000 кг. Это корпусы и крышки редукторов, торцевые крышки-накладки для размольного оборудования с минимальной толщиной стенок до 5 мм. Также можно заказать от производителя зубчатые колеса, венцы, бандажи, шкивы, прокатные валки, лопасти для турбин, пуансоны, матрицы, ползуны, стойки и многое другое. Вся продукция проходит проверку методом неразрушающего контроля на сполшность, отсутствие дефектов.
Виды используемых литейных сплавов
По моделям выплавляются элементы из металла, регламентированного ГОСТ 977-88, отличающегося жидкотекучестью, незначительной усадкой при кристаллизации, низкой ликвацией и незначительным газопоглощением, устойчивостью к трещинообразованию.
Это углеродистые конструкционные:
- нелегированные сплавы для литья марок 15Л, 20Л, 25Л, 35Л, 45Л, 55Л (числовой показатель соответствует концентрации углерода в сотых долях процента);
- низколегированные стали (с суммарным содержанием легирующих компонентов до 2,5%) 20ГЛ, 45ГЛ, 40ХЛ, 70ХЛ, 20ГСЛ, 30ХМЛ, 35ХГСЛ, 30ХНМЛ и другие, марку выбирают исходя их прочностных характеристик, твердости, износостойкости, жаропрочности, окалиностойкости;
- легированные хромом стали с особыми свойствами 20Х13Л, 12Х17Л и другие.
В зависимости от массы, габаритов отливки расплавленный металл заливают сталь в сухие, сырые и химические отвердевающие формы. Литейные сплавы достаточно пластичные, изделия без деформации и сколов выдерживают большие ударные и переменные нагрузки.
Точное стальное литье на заказ
По выплавляемой модели изготавливаем элементы, для которых нежелательна дальнейшая механическая обработка, зачистка, доводка до размера. Литье с использованием холодной твердеющей смеси ХТС практикуется для заготовок простой и сложной конфигурации. Важно расположение отдельных частей отливаемого элемента в форме, при заливке металла и кристаллизации до полного затвердевания соблюдается определенный режим.
Отделение отливок осуществляется на специальных виброустановка. Предусмотрена очистка поверхности от остатков формовочной смеси. Готовое литье проходит термообработку, правку, зачищаются остатки литника.
Заказать изделие из стали можно любой геометрии. На стадии разработки технологической карты досконально продумывается конструкция литейной формы по техдокументации заказчика. Определяется место подвода расплава, который заливается непрерывно. Подбирается оптимальный вид питающе-литниковой системы. Цена отливок зависит от марки используемой стали, габаритов, особенностей геометрии, сложности технологического процесса.

Литье стали с использованием холодной твердеющей смеси ХТС – специализированный производственный процесс, который осуществляется с использованием передовых технологий и тщательно проработанного химического состава. Используемая технология предполагает наделения продукции необходимым эксплуатационным и техническим показателям, что дает возможность минимизировать объем пост литейной механической обработки продукции.
Заказать от производителя литье стали – наиболее оптимальное решение, поскольку таким способом представляется возможным получать высококачественную продукцию по максимально доступной стоимости. Каждый потребитель может приобрести металлоизделия, в процессе производства которых применяются стальные сплавы углеродистой стали следующих марок: 15Л, 20Л, 25Л, 35Л, 45Л, 55Л.
Ключевые преимущества поставляемой продукции: Почему потребители решают заказать изделия из стали:
- длительный срок эксплуатации с сохранением первоначальных свойств на протяжении всего срока службы;
- гигиеничность и экологическая безопасность – изготовленная продукция не наносит вреда ни человеку, ни окружающей среде;
- эстетически привлекательный внешний вид – возможность использовать продукцию в различных направлениях.
Кроме вышеперечисленных особенностей присутствует масса и других важных характеристик, среди которых следует отметить высокие параметры прочности и стойкости к негативным внешним воздействиям, в том числе и коррозии. Также необходимо выделить простоту в изготовлении и износоустойчивость.
Почему потребители обращаются именно в нашу компанию
В процессе производства используются низколегированные стали, такие как 20ГЛ, 45ГЛ, 40ХЛ, 70ХЛ, 20ГСЛ, 30ХМЛ, 35ХГСЛ, 30ХНМЛ и пр., а также легированные стали: 20Х13Л, 12Х17Л и пр. Благодаря применению передовых технологий и высококачественного материала представляется возможным поставлять товар со следующими параметрами:
- класс размерной точности по государственному стандарту ГОСТ 53464-2009 8-13;
- отменные параметры шероховатости поверхности изготавливаемых отливок по государственному стандарту ГОСТ 2789-73 RA=40-100мкм;
- минимально возможная толщина стенок выпускаемой продукции – 5 мм;
- масса получаемых отливок варьируется в пределах от 2 кг до 1 000 кг.
Наша компания строго придерживается установленных требований технической документации, поэтому гарантируем безупречность поставляемой продукции. Наличие широкого ассортимента по моделям, адекватная цена и оперативная доставка товара обеспечивает максимально возможное удобство и комфорт при сотрудничестве. Для уточнения деталей нужно просто связаться с нашими сотрудниками по указанным номерам телефонов.

Центробежное литье от компании ГК «МеталлЭнергоХолдинг»
В компании ГК «МеталлЭнергоХолдинг» вы можете заказать услугу по центробежному литью на самых выгодных условиях. Мы гарантируем высокое качество предлагаемой нами услуги. Центробежное литье (также известное литье под давлением) — это процесс производства металлодеталей и формовых изделий с использованием центробежных сил. Этот метод литья часто применяют для изготовления труб, цилиндров, колес и других изделий, имеющих круглую или цилиндрическую форму.
Процесс центробежного литья включает в себя следующие шаги:
-
Подготовительный материал - металлический материал (чаще всего это жидкий металл) готовится к литию.
-
Жидкий металл заливается в форму, которая обычно имеет форму цилиндра или колец.
-
Форма появляется во вращении, что создает центр.
-
Под воздействием центробежных сил металла выравнивается по форме и остывает.
-
После охлаждения форма останавливается, и продукт можно вынуть.
Преимущества литья это точность головы и ширину стенок, а также возможность получить сложные формы и крупные детали.
Технология центробежного литья
Процесс отливки осуществляется в соответствии с ГОСТ 53464 - 2099. Это специфическая технология производства металлов и других изделий, которая использует центробежные силы для изготовления деталей заданной формы.
Технология центробежного литья следующая:
- Сначала подготавливается материал, который будет использоваться для литья. Это могут быть разные металлы или другие материалы, например пластмасса.
- Форма для литья, как правило, имеет округлую или кольцевую форму и может быть изготовлена из различных материалов, таких как металл или керамика.
- Подготовленный материал заливается по форме. Форма закрывается, и она готова к обработке.
- Форма появляется во вращении на быстрой машине для центробежного литья. Вращение порождает центробежные силы, которые действуют на материале внутри формы.
- Под воздействием центробежных силовых материалов материал перемещается по форме внутренней поверхности. Это позволяет создавать детали с широкими толстыми стенками и заданной формы.
- После того, как материал распределяется по форме, форма остывает, и материал застывает, принимая форму.
- После охлаждения форма останавливается, и готовая деталь извлекается из нее.
Центробежное литьё нашло широкое применение в различных отраслях промышленности, в первую очередь это:
- Автопромышленность.и аэрокосмическая промышленность.
- Энергетическая промышленность.
- Медицина и тяжелое машиностроение.
- Пищевая промышленность.
Это лишь некоторые примеры сфер применения.
Как заказать услугу центробежного литья по самой доступной цене
Мы работаем уже давно и гарантируем качество своих услуг. Кроме того у нас низкие цены, мы можем поставить любой объем партии нужной вам продукции. Обращайтесь к настоящим профессионалам! Для оформления заявки обратитесь к нашим менеджерам по номеру телефона +7 (861) 203-51-53 или электронной почте krasnodar@z-metalloprokat.ru


Центробежное электрошлаковое литье от компании ГК «МеталлЭнергоХолдинг»
На самом деле, в металлургической промышленности огромную роль играет не только используемое сырье, но и методы его обработки. Таким образом, лишь правильная работа с материалом и заготовками может обеспечить безукоризненное качество готового проката.
ГК «МеталлЭнергоХолдинг» – это один из ведущих производителей металлопроката на рынке. Мы не только предоставляем к продаже товары из нашего каталога, но и предоставляем ряд услуг, необходимых для применения в металлургической отрасли. К примеру, у нас можно заказать Центробежное электрошлаковое литье. ЦЭШЛ – это эффективный и экономичный способ, благодаря которому можно получить высококачественные отливки. Полученные таким методом, они ничуть не уступают кованым изделиям по своим показателям.
Технология проведения процедуры центробежного литья
Наша компания ГК «МеталлЭнергоХолдинг» проводи данный процесс в полном соответствии со всеми нормативами. Для ЦЭШЛ используем мы лишь высококачественное сырье, а также современное оборудование. Благодаря такому подходу, готовая продукция обладает не только небольшой стоимостью, но и прекрасными качествами.
Сам метод центробежного литья разделяется на несколько основных этапов:
| Подготовительный | Отбирается сырье, выбирается оборудование. Все отобранные материалы соответствуют требованиям стандартов. |
| Накопление | Расплавленный металл копится в тигле установки электрошлакового переплав |
| Литье | Последним этапом металл или сплав попадает в центробежную установку с литейной формой |
Полученные таким методом заготовки отличаются следующими эксплуатационными характеристиками:
- На поверхности изделий нет никаких дефектов, устраняются даже малейшие шероховатости.
- Уровень загрязненности значительно падает, как и процент серы.
- Характерны для изделия прекрасная прочность и устойчивость к деформации.
- Такой металлопрокат устойчив к перепадам температур, может выдержать работу при критично высоких температурных показателях.
Заказать услугу центробежное электрошлаковое литье (ЦЭШЛ) по самой низкой на рынке цене
А заказать услугу по самой выгодной на рынке цене можно у нас. Чтобы осуществить заказа, нужно просто позвонить нам по телефону +7 (861) 203-51-53 или написать на почту krasnodar@z-metalloprokat.ru.


Электрошлаковое литье (ЭШЛ) от компании ГК «МеталлЭнергоХолдинг»
Электрошлаковое литье (ЭШЛ) — технология, применяемая для получения фасонных отливок стали, чьи характеристики соответствуют или же превосходят показатели кованого металла.
Первые линии с применением ЭШЛ были запущены в 60-х годах прошлого столетия. Производство осуществляется на специальном оборудовании, с формовкой отливок в медном кристаллизаторе из жидкого металла, который образуется при электрошлаковом переплаве электродов.
Особенности изготовления и методы электрошлакового литья:
-
в резервуар с охлаждаемым катализатором помещается предварительно расплавленный шлак;
-
к расходуемым электродам с затравкой подается электрический ток;
-
электрическое сопротивление приводит к выделению значительного количества тепла с разогревом до 1700 градусов;
-
электроды начинают плавиться;
-
расплавленный металл проходит через слой шлака, происходит процесс рафинирования с включениями;
-
металл накапливается в зоне кристаллизации, находящейся под слоем шлака;
-
постепенно образуется отливка, а зона плавления перемещается вверх.
Характеристики и область применения электрошлакового литья
Химический состав получаемых отливок соответствует тому, что имеют расходуемые электроды, в качестве которых используют прокат разных типов, в том числе полученный по технологии непрерывного литья.
Это обусловлено тем, что плавление происходит без участия кислорода
| Какие флюсы применяют для электрошлакового литья, состав в % | ||||
|
| Al2O3 | CaO | MgO | CaF2 |
| АНФ -6 | 30 | - | - | 70 |
| АНФ -7 | - | 20 | - | 80 |
| АНФ -8 | 20 | 20 | - | 60 |
| АНФ -9 | - | - | 20 | 80 |
| АНФ -29 | 55 | 45 | - | - |
Применение технологии экономически целесообразно для изготовления отливок ответственного назначения из сталей специальных марок, преимущества которых в высоких показателях прочности, герметичности, гидроплотности.
В частности полученные сплавы применяются для:
-
емкостного оборудования и сосудов высокого давления;
-
трубопроводов и арматуры для тепловых и атомных электростанций;
-
коленвалы и иные виды высоконагруженных деталей.
Как оформить заявку на услугу электрошлаковое литье (ЭШЛ) по самой низкой цене
Чтобы заказать ЭШЛ, обращайтесь в ГК «МеталлЭнергоХолдинг». Выгодная цена и удобная оплата. Любые объемы производства и доставка партий в любые регионы России в кратчайшие сроки. Для этого обратитесь к нашим менеджерам по номеру телефона +7 (861) 203-51-53 или электронной почте krasnodar@z-metalloprokat.ru


- Вид материала. Для изготовления заготовок используются инструментальные и конструкционные стали, коррозионностойкие сплавы, серый и высокопрочный чугун, цветные металлы и сплавы на их основе.
- Область применения отливок. Изделия, полученные методом литья, используются в промышленности, технической и медицинской сфере, а также могут иметь декоративное или художественное назначение.
- Требования к качеству изделий. При производстве заготовок заказчик может устанавливать требования к их качеству. Регламентируется точность линейных размеров, шероховатость поверхности, максимальные припуски для механообработки — грубые, точные, прецизионные.
- Конструкционные — используются для получения деталей, работающих в условиях статических, динамических, вибрационных нагрузок.
- Инструментальные — применяются в производстве литых инструментов, режущих, мерительных, штамповых.
- Специальные — идут на изготовление литых изделий, которые в процессе эксплуатации подвергаются механическим нагрузкам, воздействию агрессивных сред, высоких или низких температур.


- Форма состоит из нескольких частей, подставки и вставочных деталей.
- Эти части центрируют штырями, фиксируют защелками.
- Для изготовления отверстий или пустот применяют стержни. Они извлекаются сразу после остывания.
- Металл заливают в отверстия, находящиеся в стенках формы. Газы выходят через каналы вентиляции.
| Вес чугунного отливка, кг | Вес цветного отливка, кг | Толщина стенок, мм | Количество заливок, шт. |
| 150 | 30 | 3 | 100-10000 |
- Форму прогревают до 150-280°C.
- На внутреннюю поверхность наносят огнеупорное покрытие.
- После этого форму нагревают до технологической температуры.
- Устанавливают стержни из огнеупорной керамики.
- Части кокиля соединяют в единую конструкцию, центруют и скрепляют зажимами.
- Расплав заливают через литниковые отверстия.
- Стержни частично извлекают из отливки, что уменьшает давление на форму и облегчает ее разборку после остывания.
- После охлаждения форму раскрывают, извлекают отливку. Выбивают песчаный стержень, обрезают литники. Отливку шлифуют до заданных параметров.


Технологии производства литых заготовок
Производство деталей и заготовок, а также изготовление изделий из холодно-твердеющих смесей, осуществляется по технологии литья в землю, в песок, в разъемные формы. Производственный процесс выполняется в несколько этапов и начинается с разработки технической документации, изготовления форм для отливки заготовок. Для литья металла мы используем:- Одноразовые формы. Они применяются для изготовления только одного изделия, состоят из кварцевого песка и связующих компонентов.
- Полупостоянные формы. Матрицы и формы этого типа отрабатывают от 50 до 150 рабочих циклов.
- Постоянные формы. Матрицы из высокопрочного или ковкого чугуна, жаростойких и жаропрочных сталей, используются для серийного производства литых заготовок — до 12 000 циклов отливки.
Способы литья
Способ отливки и тип формы подбираются с учетом вида материала, его технологических и механических свойств, размеров и конфигурации деталей, количества изделий в партии, требования к качеству поверхности и точности параметров.- Литье в песчаные формы (ЛПФ). Один из наиболее простых и экономичных способов изготовления литых деталей и заготовок. К преимуществам этой технологии можно отнести возможность изготовления изделий любых форм и размеров.
- Отливка по выплавленным формам (ЛBМ). Это способ обеспечивает получение деталей самой сложной конфигурации из любых металлов и сплавов. Точность размеров и чистота поверхности заготовки позволяет исключить последующую мехобработку.
- Отливка в формы оболочкового типа (ЛOФ). Плюсы изготовления изделий этим способом — высокое качество поверхности, точность параметров, низкий расход формовочной смеси. При выгорании феноловой смолы образуется тонкая газовая оболочка, которая служит защитой поверхности изделия от пригара.
- Способ центробежного литья (ЦЛ). Данная технология позволяет без использования стержней получать пустотелые изделия с плотной и мелкозернистой структурой.
- Литье в кокиль (ЛK). Среди преимуществ этого метода можно отметить высокое качество и чистота поверхности металла, повышенная точность геометрических размеров.
- Отливка под давлением (ЛД). Этот способ литья обеспечивает возможность изготавливать детали с толщиной стенок до 0,5 мм, не требующие механической обработки.
Как заказать производство литых заготовок
Сделать заказ или узнать подробнее об условиях сотрудничества можно, позвонив по телефону, указанному на сайте. Отправляйте свои заявки с чертежами и технической документацией на электронный адрес нашей компании. Наш менеджер свяжется с вами в самое ближайшее время, сориентирует по ценам и срокам выполнения заказа, поможет сделать необходимые расчеты, подробно ответит на все возникшие вопросы. Производство литых заготовок как из черных сталей, так и из нержавеющих и специальных марок и сплавов от Группы Компаний МеталлЭнергоХолдинг

| Технические характеристики | Числовое значение |
| Производительность линии кг/час | 25000 |
| Вес чушки, кг | 20 |
| Вес пакета, кг | 1100 |
| Количество чушек в пакете | 54 |
| Температура окружающей среды, °C | от +10 до +41 |
| Температура металла при литье, °C | 700-740 |
| Температура чушек после первого охлаждения, °C | до 400 |
| Температура чушек после второго охлаждения, °C | до 60 |
| Производительность укладчика чушек в час, шт. | 1250 |
- Из электролизеров с помощью вакуумного ковша первичный алюминий попадает в отделение для литья. Там происходит его рафинирование, исключают газовые и неметаллические включения. Сырец алюминия в жидком состоянии выдерживают в миксерах.
- На литейной станции алюминий из миксера попадает в изложницы. По пути он проходит через желоб, где осуществляется контроль уровня металла. Далее следует разливочное колесо и поворотный ковш, обеспечивающие сброс алюминия в аварийных ситуациях.
- Разливочное колесо дозирует заполнение изложницы расплавленным алюминием. Изложницу перед использованием смазывают и подогревают.
- После разлива на литейном конвейере изделия принудительно охлаждают до +400°C. В конце конвейера чушки выбивают из изложниц и укладывают на конвейер вторичного охлаждения.
- В ходе транспортировки продукции по конвейеру вторичного охлаждения их принудительно охлаждают до +60°C. После чего их маркируют.
- Механизм послойной укладки поштучно передает продукцию на стол, может их кантовать на 180º. Таким образом формируют слой чушек.
- Робот переносит этот слой на конвейер для пакетирования изделий.
- Конвейер транспортирует пакеты к накопителю. В ходе перемещения их обвязывают, взвешивают и маркируют.

Литье металлов, цветных, черных, чугун от компании ГК «МеталлЭнергоХолдинг»
Представленная услуга основана на процессе заливки расплавленного металла в форму с целью получения готового проката заданных габаритных размеров. Литье металлов является важной отраслью промышленности, которая позволяет производить широкий спектр изделий от заготовок проката до деталей машин, оборудования. ГК «МеталлЭнергоХолдинг» предоставляет услуги литья металлов, цветных, черных, чугуна клиентам из России, стран СНГ. Литье металлов проводится в соответствии с требованиями ГОСТ, ТУ.
Литье стали имеет широкое применение в различных отраслях промышленности:
литье цветных металлов используется для производства деталей транспортных средств (автомобилей, самолетов, кораблей), декоративных элементов. Позволяет производить металлопрокат из различных сплавов, включая алюминий, бронзу, медь, никель, серебро. Имеет высокую точность и качество поверхности. Может использоваться для изготовления сложных, уникальных деталей;
литье черных металлов применяется в производстве стальных, чугунных деталей для отраслей машиностроения, строительства, энергетики. Чугунное литье используется для изготовления труб, радиаторов, опор мостов, других конструкций.
Литье металлов выполняет следующие функции:
изготовление деталей, изделий различной формы, размера;
производство уникальных и сложных деталей, которые невозможно получить другими методами обработки металлов;
улучшение механических свойств металлов, таких как прочность, твердость, пластичность;
снижение веса без ущерба для их прочности, долговечности.
Промышленное литье металлов обладает следующими преимуществами:
высокая производительность, эффективность;
возможность изготовления деталей сложной формы, размеров;
получение деталей с точными размерами, высоким качеством поверхности;
экономия материала, снижение веса изделий.
Услуга литья металлов также включает: консультации по выбору оптимального метода литья для конкретного проекта, разработку, изготовление форм для литья.
Таблица 1. Описание литья металлов, цветных, черных, чугун:
| Обозначения | Показатели |
| Исходный материал | сплавы цветных, черных металлов, чугуна |
| Технологический процесс производства | литье в подготовленные формы |
| Уровень экологичности, производимой продукции
| высокий |
| Уровень безопасности применяемого процесса | высокий |
| Соответствие применяемым нормам ГОСТ, ТУ | соответствует |
Технологический процесс литья металлов включает в себя несколько этапов:
Подготовка сырья.
Изготовление формы.
Заливка расплавленного металла в форму.
Охлаждение металла.
Обработка.
Как заказать услугу литья металлов, цветных, черных, чугуна по самой низкой на рынке цене от компании ГК «МеталлЭнергоХолдинг»
Для заказа услуги литья обратитесь к нашим менеджерам по номеру телефона +7 (861) 203-51-53 или электронной почте krasnodar@z-metalloprokat.ru
